تسميت ابار النفط
#تسميت_الابار_النفطية Oil well cementing
عمليات الأسمنت الأولية هي عملية إحلال كمية من الاسمنت في الفراغ الحلقي annulus بين حفرة البئر و أنابيب التغليف Casing بغرض تثبيت أنابيب التغليف وإحكام غزل طبقات الأرض المحفورة بعضها عن بعض . ويتطلب لإتمام هذه العملية التأكد من إزالة بقايا الحفر cuttings ومائع الحفر drilling fluid من الفراغ بين حفرة البئر وأنابيب التغليف والتأكد من ملأ هذا الفراغ بالكمية المناسبة من الاسمنت وتحوله للحالة ألصلبه القادرة على دعم أنابيب التغليف وتحمل عمليات البئر المختلفة مثل التثقيب والمعالجة بالأحماض وعمليات الإنتاج المختلفة طوال حياة البئر.
الهدف من تسميت اعمدة البطانة (casing)هو :
1. عزل الطبقات وتحديد حركة الموائع بين المناطق ذات النفاذية ضمن نفس البئر.
2. تامين اسناد ميكانيكي لاعمدة البطانة واستلام الحملات المحورية .
3. حماية البطانة من التاكل من قبل مياه التكوينات الغنية بالكبريتات.
4. اسناد جدار البئر بالتعاون مع البطانة لمنع انهدامه ومنع جريان حبيبات الرمال مع الموائع المنتجة .
5. حمياة اعمدة البطانة من التردي اثناء التثقيب والانتاج .
انواع عمليات التسميت:
اولا: عمليات تسميت اولية (primary cementing):وهي عمليات تسميت تجري مباشرة بعد اكمال تبطين البئر باحد اعمدة البطانة (السطحية – الوسطية – الانتاجية )وتشمل :
1. التسميت بمرحلة واحدة (single stage cementing).
2. التسميت من خلال عمود الحفر(cementing through drilling string).
3. التسميت المتعدد المراحل (Multi-Stage Cementing).
4. التسميت بواسطة الدوران العكسي (Cementing by reverse circulation ).
5. تسميت عمود البطانة القاعي (Liner cementing).
6. تسميت عمود بطانة مع مرشح (cementing of casing with filter).
ثانيا :عمليات التسميت الثانوية (Secondary Cementing):وهي عمليات تسميت تجري في حالة عدم نجاح عمليات التسميت الاولية والهدف منها اكمال وتصليح عمليات التسميت السابقة ويتم تنفيذها اما اثناء عمليات الحفر عند فحص الانتاجية او اثناء فترة الانتاج وتشمل :
1. التسميت من خلال حذوة البطانة (cementing through casing shoe).
2. التسميت من خلال الثقوب (cementing through perforation).
ثالثا : عمليا التسميت الخاصة :وهي عمليات تسميت تنفذ في حالات معينة وتختلف عن عمليات التسميت التي سبق ذكرها من ناحية المبدأ وكذلك من ناحية التنفيذ . ان هذف هذه العمليات هو اما عزل بعض الطبقات الواقعة قرب قاع البئر او على طول البئر او سد جزء من البئر وتشمل :
1. التسميت تحت الضغط (Squeeze cementing).
2. عمليات السداد التراجعي (Plugging Back Operation).
معدات التسميت (cementing Equipments):
1. رأس التسميت (cementing Head).
2. الحذوة الدليلية (Guide Shoe).
3. طوق الطفو (Float collars).
4. طوق التسميت على مراحل (stage cement (DV)).
5. مركزات البطانة (casing centralizers).
6. Cement Plugs (top plug & Bottom plug).
1.رأس التسميت (cementing Head):
توجد عدة أنواع من رؤوس التسميت لتحقيق الربط بين أنابيب مضخات الاسمنت ومضخات سائل الحفر من جهة وعمود البطانة المطلوب تسميته من جهة أخرى ولتأمين مدخل لإنزال سدادات التسميت (top plug & Bottom plug), يحتوي رأس التسميت على غطاء سريع التسميت بحيث يمكن فتحه أو إبعاده إذا طلب إطلاق أو إسقاط السدادات (top plug & Bottom plug) يدويا ويربط رأس التسميت في الجهة العليا من البطانة المراد تسميتها .
2.الحذوة الدليلية (Guide Shoe):
ويتم وصلها بمقدمة أنابيب التغليف Casing ومهمتها هي توجيه الأنابيب داخل البئر ومنع تخبطها بجدران البئر الخشنة . ويمكن أن تحتوى على صمام كروي لمنع عودة الأسمنت داخل ال Casing بعد ضخه وتسمى فى هذه الحالة float shoe. ويجب أن يصنع من مواد قابلة للحفر Drillable مثل الألمنيوم حيث يتم حفرها بعد الانتهاء من أعمال الأسمنت والبدء في حفرة جديدة New Hole
3.طوق الطفو (Float collars):
يوضع Float Collars أعلى من Guide shoes بأنبوب أو أنبوبين تغليف والغرض منه منع الأسمنت من العودة داخل الأنابيب بعد انتهاء عملية ضخ الأسمنت ومنع مائع الحفر من دخول أنابيب التغليف أثناء إنزال البطانة Casing)).
4.طوق التسميت على مراحل (stage cement (DV)):
ان استعمال الـ (DV) يسمح بتسميت عمود بطانة طويل على مرحلتين او اكثر الامر الذي يساعد على تقليل تلوث السمنت خلال المقطع الذي يتم تسميته وتقليل احتمال فقدان دورة السمنت بسبب الضغط الهايدروستاتيكي العالي ويصنع الـ (DV) من نفس نوعية الحديد التي تصنع منه البطانة .مكا توجد فتحات جانبية في جسم الـ (DV) والتي تكون مغلقة في البداية بواسطة سداد الإغلاق (closing plug) ويتم فتحها بواسطة دفع سداد الاغلاق الى الاسفل عن طريق قذيفة الفتح (opening bomb) .
5.مركزات البطانة (casing centralizers).
وتستخدم لضبط أنابيب التغليف داخل حفرة البئر ( تجعلها في وسط الحفرة) ومنعها من الاتكاء على أحد جوانب حفرة البئر لزيادة كفاءة العملية .
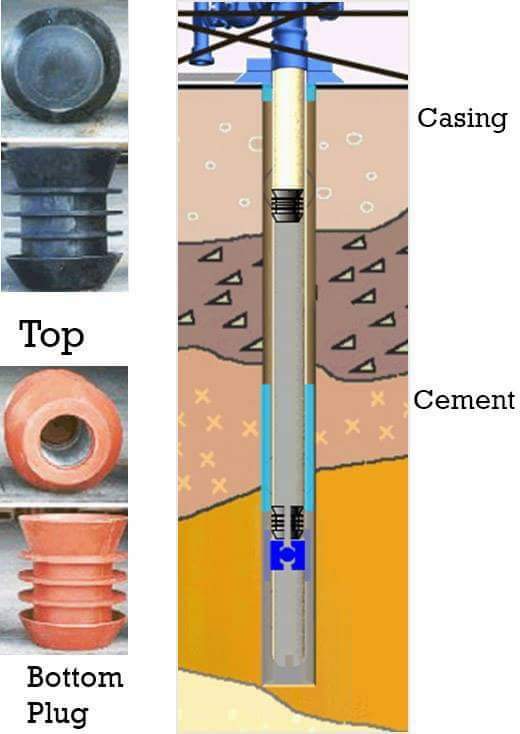
6. Cement Plugs (top plug & Bottom plug):
ومهمتها الأساسية هى:
1-عزل الأسمنت عن مائع الحفر أثناء الضخ.
2- كشط وتنظيف جدران أنابيب التغليف من الأسمنت.
3- التحكم فى كمية الأسمنت المضغوطة وعدم الحاجة لمليء كامل الأنابيب بالأسمنت.
تصنع Cement Plugs من المطاط ويوجد منها نوعين وهما الـ (Bottom Plug) ويتم ضخها أولاً وتحتوى على طبقة غير سميكة من المطاط تتمزق أثناء ضخ الأسمنت والأخرى هي( Top Plug) وهى مصنعه من المطاط المصمت ويتم ضخها بعد ضخ كمية الأسمنت المطلوبة.
شرح طرقة التسميت بمرحلة واحدة (single stage cementing).
1- يتم أولاً عمل تدوير (Circulation) لمائع الحفر داخل البئر لتنظيف حفرة البئر وللتأكد من عدم وجود عوائق تسمح بضخ الأسمنت ثم يتم عمل اختبار لوصلات الضخ (Pressure Test) للتأكد من صحة الوصلات .
2- ضخ مادة (Wash) مناسبة وتليها (Spacer) مناسب في أنابيب التغليف.
3- يتم إسقاط (Bottom Plug).
4- ضخ مخلوط الأسمنت بالكمية المطلوبة.
5- إسقاط الـ (Top Plug) وضخ مائع الحفر فوقها لعمل الإزاحة ( Displacement).
6- تتم الإزاحة إلى أن تتوقف الـ (Bottom Plug) أمام (Float Collar) ويظهر ذلك من خلال ارتفاع ضغط مائع الحفر أثناء الضغط
7- يقوم الأسمنت باختراق الـ (Bottom Plug) والمرور من أنابيب التغليف إلى الفراغ الحلقي في حفرة البئر
8- يستمر الضخ حتى تتوقف الـ (Top Plug) أعلى الـ (Bottom Plug) ويظهر ذلك من خلال ارتفاع ضغط مائع الحفر وبذلك تنهى عملية الضخ.
9- يمنع الصمام الموجود في الـ (Float Collar) الأسمنت من العودة مرة أخرى لداخل أنابيب التغليف بسبب وزنه الهيدروستاتيكى.
شرح طريقة التسميت المتعدد المراحل (Multi-Stage Cementing):
أولا:تستعمل هذه الطريقة في تسميت أعمدة البطانة الطويلة بهدف :
1. تقليل ضغط الضخ الكلي عند تسميت الآبار العميقة التي تتطلب كميات كبيرة من ملاط السمنت . في هذه الحالة إذا كان معدل الضخ قليل فان الوقت اللازم لانجاز عملية التسميت قد يتجاوز الحد الأعلى لوقت التثخن (Thickening Time) أما إذا استعمل معدل ضخ عالي فان ذلك يؤدي إلى سرع كبيرة للسوائل في الفراغ الحلقي الأمر الذي يتطلب ضغط عالي على مضخات الضخ الذي بالإمكان أن يؤثر سلبيا على جدار البئر وقد يسبب فقدان دورة ملاط السمنت وبالإضافة إلى ذلك فان الضغط العالي يتطلب مضخات ذات قابلية ضخ كبيرة وان عمود البطانة في جهته العليا يكون تحت تأثير الضغط الداخلي الذي ربما يتجاوز مقاومة عمود البطانة للمطاوعة الداخلية .
2. تقليل الضغط الهايدروستاتي الناتج من عمود ملاط السمنت على الطبقات الضعيفة والقابلة للتشقق وبهذا تقلل من احتمالية تشقق هذه الطبقات .
3. السماح بالتسميت الانتقائي ( selective cementing) للتكوينات كما هو الحال في الآبار التي يتم فيها تسميت عمود البطانة الإنتاجي في مناطق معينة فقط حيث توجد عدة طبقات منتجة من أعماق مختلفة وبينما توجد طبقات لا تتطلب التسميت .
4. السماح بتسميت جميع طول عمود البطانة .
5. امكانية تسميت الابار التي من المتوقع ان يصادف فيها درجات حرارة عالية التي تقلل من وقت التثخن (Thickening Time).
ثانيا : بالنسبة لعملية التسميت على مرحلتين (Two – Stage cementing):
استعمل طوق تسميت ذو مرحلة واحدة (DV) يتم تركيبه في عمود البطانة . بعد تنزيل عمود البطانة إلى قاع البئر يتم تدوير سائل الحفر حجم مساوي لنصف سعة البئر والغرض الرئيسي من ذلك للتأكد من العمل بصورة ملائمة لكل من حذوه البطانة Float shoe)) وطوق الطفو (Float collars).وكذلك لتحديد ضغط التدوير .
المرحلة الأولى :يتم تنفيذ المرحلة الأولى من عملية التسميت بنفس أسلوب تنفيذ عملية التسميت بمرحة واحدة ولكن قمة عمود ملاط السمنت تنتهي تحت الـ (DV) مباشرة .
المرحلة الثانية :
1.تبدأ المرحلة الثانية من عملية التسميت بإسقاط قذيفة فتح من السطح ويسمح لها بالتحرك او الانجذاب إلى مقعد الفتح الموجود في الـ (DV) .
2.بعد جلوس قذيفة الفتح على مقعد الفتح يسلط ضغط بحدود (1200-1500 psi) إضافة إلى ضغط التدوير بهدف قص مسامير الحجز(الإرجاع ) (Bottom sleeve) للسماح للكم ألقاعي (Retaining pins) للتحرك نحو الأسفل وهذا التحرك يكشف الفتحات وبذلك يحقق اتصال بين داخل البطانة وخارجها في الفراغ الحلقي .
3.بعد ذلك يباشر بتدوير سائل الحفر بهدف تجانسه ولتهيئة البئر قبل المباشرة بتسميت المرحلة الثانية . أثناء فترة المرحلة الثانية يفترض بان معجون السمنت في المرحلة الأولى قد بدأ بالتصلب واكتسب مقاومة اكبر.
4. وهنا يباشر بضخ حجم ملاط السمنت اللازم للمرحلة الثانية وبعد إكمال ضخ حجم ملاط السمنت يتم إنزال سداد الغلق (upper sleeve) يمر ملاط السمنت من خلال الفتحات الموجودة في طوق التسميت على مراحل الـ (DV) باتجاه الفراغ الحلقي آخذاً موقعه خلف البطانة .
5. عند وصول سداد الفلق إلى الـ (DV) يسلط عليه ضغط مقداره (1500 psi) إضافة إلى الضغط اللازم لتدوير ملاط السمنت الذي يؤدي إلى دفع الكم العلوي نحو الأسفل من قبل سداد الإغلاق وبهذا يغطي الكم العلوي الفتحات ويمنع الاتصال بين داخل البطانة والفراغ الحلقي وعليه يتم تسميت جميع عمود البطانة بانتهاء تسميت المرحلة الثانية .
https://www.facebook.com/YPE.graduationbatch/